









Cómo eliminar rebabas de piezas de aluminio mecanizadas por CNC sin dañar los bordes.
Las piezas de aluminio mecanizadas por CNC suelen requerir desbarbado tras el fresado, taladrado, roscado o ranurado. El reto no consiste solo en eliminar las rebabas, sino en hacerlo sin redondear los bordes críticos, dañar las superficies visibles, estropear las roscas ni alterar las dimensiones de precisión.
Un proceso de desbarbado estable debe proteger la pieza a la vez que produce bordes limpios y una superficie uniforme. Para muchas piezas de aluminio, esto implica elegir la máquina de acabado, el abrasivo, el compuesto, la relación de carga y el tiempo de ciclo adecuados, en lugar de simplemente utilizar el proceso abrasivo más agresivo.
¿Por qué las piezas de aluminio mecanizadas por CNC requieren un desbarbado cuidadoso?
El aluminio es más blando que el acero y el acero inoxidable. Esto facilita su mecanizado, pero también aumenta la probabilidad de rayaduras, abolladuras, manchas o redondeos excesivos durante el desbarbado. Un proceso que funciona bien para piezas de acero puede resultar demasiado agresivo para el aluminio.
Las rebabas suelen aparecer en agujeros taladrados, agujeros roscados, ranuras fresadas, bordes que se cruzan, cavidades, paredes delgadas y esquinas afiladas. Si el proceso de acabado es demasiado agresivo, estas características pueden perder su geometría definida.
Riesgos comunes al desbarbar aluminio
Bordes excesivamente redondeados
Un tiempo de ciclo excesivo o el uso de medios abrasivos agresivos pueden eliminar demasiado material de los bordes funcionales, especialmente en elementos delgados.
abolladuras superficiales
El uso de abrasivos pesados o una mala proporción de carga pueden provocar marcas de impacto, especialmente en superficies de aluminio visibles o decorativas.
Daños en la rosca
Los orificios roscados y las roscas finas pueden verse afectados si la forma, el tamaño o el tiempo de procesamiento del material no se seleccionan cuidadosamente.
Alojamiento para medios de comunicación
Los materiales abrasivos pueden atascarse en agujeros, ranuras y cavidades ciegas si su tamaño es demasiado similar a las dimensiones de la pieza.
Elija la máquina de acabado adecuada
A máquina de acabado vibratorio Se utiliza a menudo para el desbarbado por lotes de piezas de aluminio CNC porque proporciona un movimiento constante del medio y un buen control del proceso. Para componentes de aluminio largos o de mayor tamaño, vibradores de bañera puede ser más adecuado.
Si las piezas son muy pequeñas, delicadas o presentan detalles finos, la elección de la máquina debe confirmarse mediante pruebas de muestra. El objetivo es generar suficiente movimiento relativo entre el material y las rebabas, evitando al mismo tiempo un fuerte impacto entre las piezas.

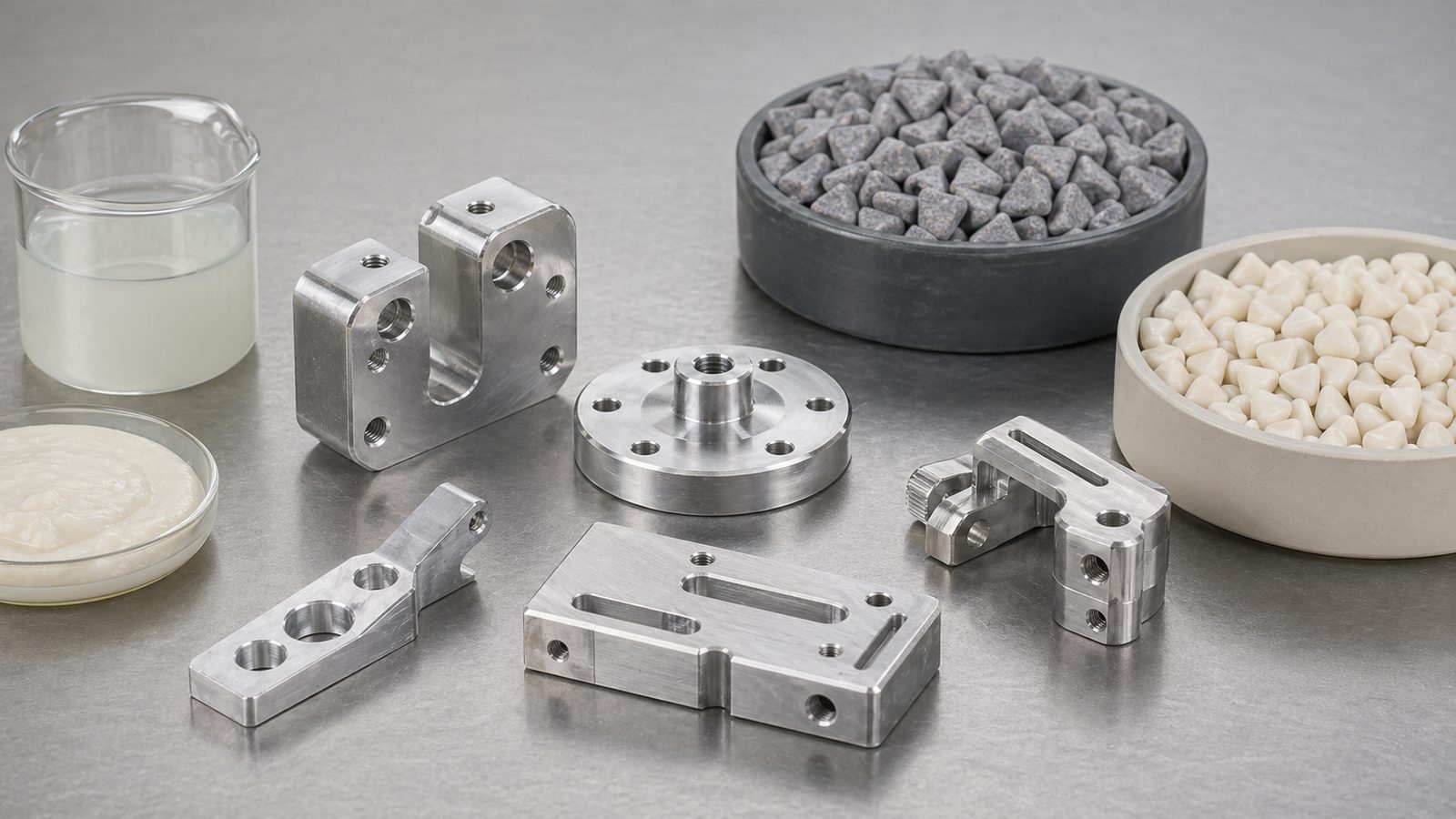
¿Medios plásticos o cerámicos para el análisis de aluminio?
Para muchas piezas de aluminio, medios plásticos Es una primera opción más segura. Es más ligero que los materiales cerámicos y puede reducir el riesgo de marcas de impacto, especialmente en aleaciones de aluminio más blandas y piezas con superficies visibles.
Medios cerámicos Puede seguir siendo útil cuando las rebabas son más fuertes o cuando se requiere un corte más rápido. Sin embargo, es necesario seleccionar cuidadosamente el grado, la forma, el tamaño y el tiempo de ciclo para que el proceso no sea demasiado agresivo.
| Condición de la pieza | Punto de partida sugerido | Razón |
|---|---|---|
| Pequeñas rebabas en superficies de aluminio visibles. | Medio plástico con el compuesto adecuado | Acción más suave y menor riesgo de abolladuras. |
| Rebabas medianas en las partes no decorativas. | Medios cerámicos finos o medios plásticos seleccionados | Equilibra la eliminación de rebabas y el control de la superficie. |
| Paredes delgadas o bordes funcionales afilados | Ciclo de prueba corto con medio suave | Reduce el riesgo de sobrerredondeo |
| Piezas con muchos agujeros o ranuras | Tamaño del medio comparado con las dimensiones de la característica | Evita el alojamiento de medios y el retrabajo manual. |
| Piezas que requieren un acabado más brillante | Paso de desbarbado seguido de pulido o bruñido. | El desbarbado y el acabado brillante pueden requerir etapas separadas. |
Utilice el compuesto y el flujo de agua adecuados.
Compuestos de acabado Ayuda a limpiar la superficie, controlar la espuma, reducir las manchas, mejorar la lubricación y eliminar las partículas desprendidas. Esto es especialmente importante para el aluminio, que puede ser propenso a las manchas y al ensuciamiento superficial si la química del proceso no es la adecuada.
El compuesto adecuado debe facilitar el movimiento fluido del abrasivo y mantener la superficie limpia durante el acabado en húmedo. Una cantidad insuficiente de líquido puede hacer que el proceso sea áspero y seco. Un exceso de líquido puede reducir la eficacia del acabado. Los ajustes finales deben probarse con piezas de muestra reales.
Proceso de prueba recomendado
Antes de confirmar la producción en masa, pruebe la pieza con diferentes opciones de abrasivos y tiempos de ciclo. No se guíe únicamente por la desaparición de las rebabas. Una prueba completa debe verificar los bordes dimensionales, las superficies visibles, los orificios, las roscas, las ranuras, el tiempo de ciclo, el resultado de la limpieza y si el abrasivo se separa limpiamente de las piezas.
- Comience con el proceso menos agresivo que pueda eliminar la rebaba.
- Inspeccione los bordes críticos bajo iluminación uniforme.
- Compruebe que no haya restos de material alojado en los orificios roscados y en los orificios pequeños.
- Compare el aspecto de la superficie antes y después del acabado.
- Registre el tiempo del ciclo, la concentración del compuesto, el tipo de medio y la relación de carga.
Errores comunes que se deben evitar
- Utilizar medios de corte gruesos cuando la rebaba ya es pequeña.
- Ejecutar un ciclo largo para compensar la elección errónea de medios.
- Ignorar los orificios y ranuras roscadas durante la selección del tamaño del soporte.
- Mezclar piezas delicadas de aluminio con piezas pesadas en el mismo lote.
- Se espera que un solo proceso realice simultáneamente un desbarbado intenso y un pulido a espejo.
Soluciones relacionadas
Si está desarrollando un proceso de desbarbado para piezas de aluminio mecanizadas por CNC, estos recursos pueden ayudarle a comparar máquinas y consumibles:
¿Necesita un proceso de desbarbado para sus piezas de aluminio?
Envíenos su aleación de aluminio, planos o fotos de las piezas, ubicación de las rebabas, dimensiones de orificios y ranuras, superficie objetivo y cantidad de producción. JINTAIJIN le ayudará a recomendar la máquina, el material, el compuesto y el proceso de prueba de muestras adecuados para un desbarbado controlado.
 +86-592-2381506
+86-592-2381506 




 Compatible con red IPv6
Compatible con red IPv6 