Medios cerámicos frente a medios plásticos: cómo elegir el medio de pulido adecuado
Apr 29 , 2026
Medios cerámicos frente a medios plásticos: cómo elegir el medio de pulido adecuado
Elegir entre medios cerámicos y plásticos es una de las decisiones más importantes en un proceso de acabado en masa. El medio adecuado puede eliminar rebabas, alisar bordes, mejorar la uniformidad de la superficie y reducir el trabajo manual. El medio incorrecto puede dañar las piezas, dejar acabados deficientes, atascarse en los orificios o alargar innecesariamente el tiempo de ciclo.
Esta guía explica cómo se comportan de manera diferente los medios de pulido cerámicos y plásticos, dónde funciona mejor cada tipo y cómo elegir la opción adecuada para su material, el estado de las rebabas, la geometría de la pieza y el acabado deseado.
Respuesta rápida:
Los medios cerámicos suelen ser mejores para cortes más intensos, desbarbado y rotura de bordes. Los medios plásticos suelen ser mejores para metales blandos, piezas delicadas, prepulido y para reducir el daño entre piezas. La elección final también debe tener en cuenta la forma y el tamaño del medio, los orificios de la pieza, la superficie objetivo y los resultados de las pruebas de muestra.
¿Qué son los medios cerámicos?
Medios cerámicos
Es un medio abrasivo denso, compuesto por materiales abrasivos unidos en diferentes formas, como triángulos, cilindros, cortes angulares, conos y esferas. Debido a su mayor dureza y peso en comparación con los medios plásticos, suele proporcionar una acción de corte más potente.
Los medios cerámicos se utilizan a menudo cuando las piezas necesitan eliminar rebabas, redondear los bordes, eliminar óxidos, eliminar incrustaciones o alisar la superficie en general antes de un pulido, recubrimiento, chapado o ensamblaje posterior.
Ventajas de los medios cerámicos comunes
Buena capacidad de corte para rebabas de tamaño mediano a grande.
Larga vida útil en comparación con muchos otros tipos de soportes más blandos.
Adecuado para acero, acero inoxidable, hierro, cobre, latón y muchas piezas fundidas.
Disponible en multitud de formas y tamaños para adaptarse a diferentes geometrías de piezas.
Funciona bien en muchos
máquina de acabado vibratorio
aplicaciones.
¿Qué son los materiales plásticos?
Medios plásticos
Es más ligero que los medios cerámicos y se usa comúnmente para metales blandos o piezas que requieren un acabado más suave. Se suele elegir para componentes de aluminio, aleación de zinc, latón, aleación de magnesio y fundición a presión, donde los medios agresivos pueden causar abolladuras, martillado o un redondeo excesivo de los bordes.
Los materiales plásticos también resultan útiles cuando el objetivo es crear una superficie de pre-pulido más lisa, en lugar de simplemente eliminar las rebabas más gruesas.
Ventajas de los medios plásticos comunes
Acción más suave sobre metales blandos y piezas decorativas.
Menor riesgo de daños entre piezas en comparación con materiales más densos.
Ideal para piezas fundidas de aluminio, piezas de aleación de zinc y piezas mecanizadas de precisión.
Útil para el prepulido y el alisado de la superficie antes del acabado final.
Disponible en forma de cono, pirámide, cuña y otras formas para superficies complejas.
Los medios cerámicos suelen proporcionar un corte más potente, mientras que los medios plásticos se utilizan a menudo para materiales más blandos y un acabado superficial más controlado.
Comparación entre medios cerámicos y plásticos
Factor
Medios cerámicos
Medios plásticos
Fuerza de corte
Acción de corte de media a fuerte
Acción de corte ligera a media
Peso medio
Más pesado, mayor fuerza de impacto
Más ligero y suave para las partes.
Lo mejor para
Acero, acero inoxidable, hierro, aleaciones más duras, piezas fundidas
Aluminio, aleación de zinc, latón, aleación de magnesio, metales más blandos
Propósito típico
Desbarbado, redondeo de bordes, eliminación de cascarilla, alisado de superficies.
Prepulido, desbarbado ligero, refinamiento de la superficie, reducción de daños.
Riesgo
Puede ser demasiado agresivo para partes delicadas o blandas.
Puede ser demasiado lento para rebabas gruesas o materiales duros.
Resultado de superficie
Se obtienen más marcas de corte si se utilizan grados agresivos.
Superficie más lisa y controlada antes del pulido.
Cómo elegir el medio adecuado
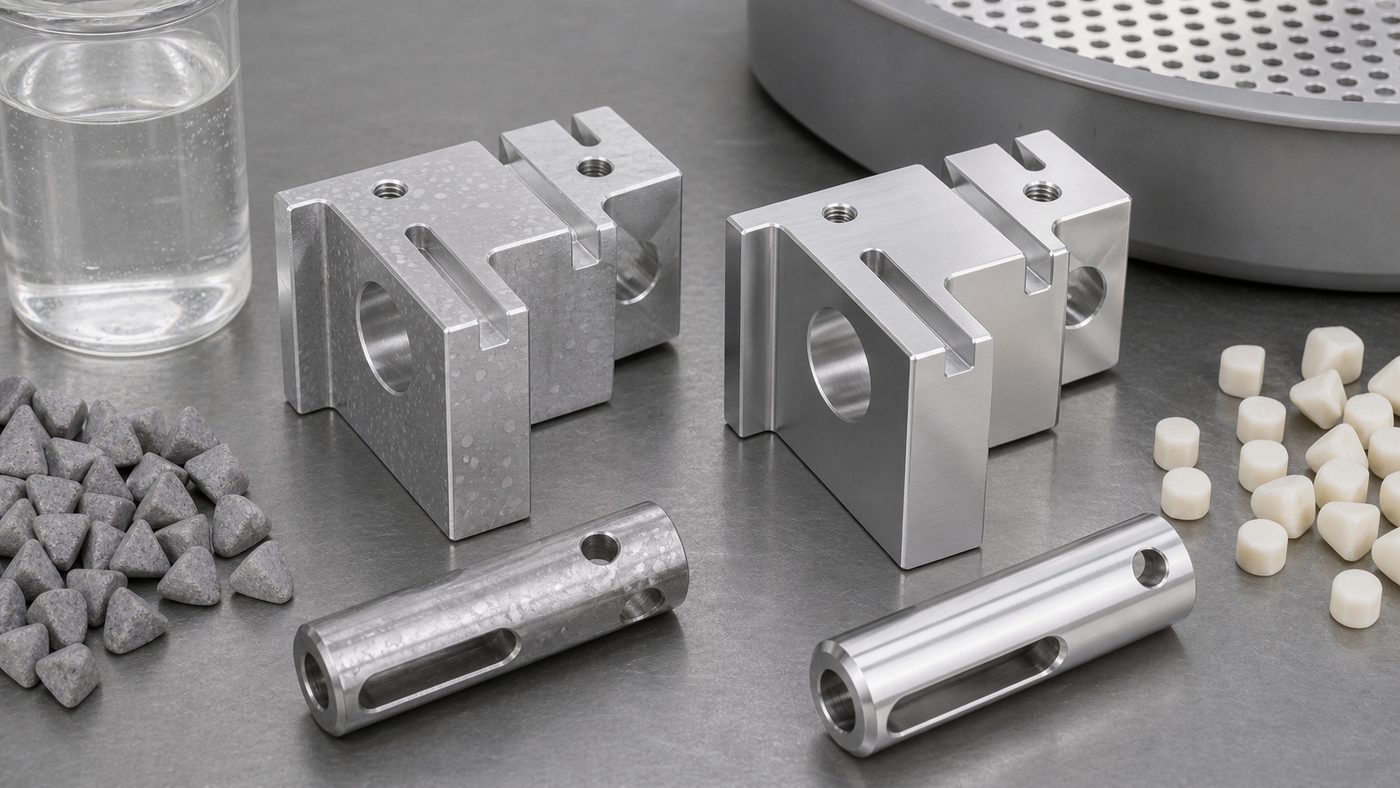
La elección del abrasivo adecuado comienza con la pieza, no con el catálogo de abrasivos. Antes de seleccionar un tipo de abrasivo, verifique el material, el tamaño de la pieza, el tamaño de la rebaba, la superficie objetivo, las dimensiones del orificio, el ancho de la ranura y si la pieza puede soportar impactos.
Elija soportes cerámicos cuando...
La rebaba es mediana o gruesa.
El material es más duro o más resistente al desgaste.
Es necesario preparar los bordes antes de aplicar el recubrimiento o el ensamblaje.
El tiempo de ciclo debe ser eficiente para la producción por lotes.
Elija soportes plásticos cuando...
La pieza es de aluminio, aleación de zinc u otro metal más blando.
La superficie debe estar libre de abolladuras o marcas de impacto fuertes.
Necesitas un ligero desbarbado o un prepulido.
La pieza tiene superficies decorativas o visibles.
No ignores la forma y el tamaño de los medios.
El material abrasivo es solo una parte de la decisión. La forma y el tamaño pueden ser igual de importantes. Un buen material abrasivo debe llegar a la superficie que necesita acabado, pero no debe alojarse en agujeros, roscas, ranuras o cavidades ciegas.
Para piezas con geometría compleja, pruebe diferentes formas antes de la producción en masa. Los medios de corte triangulares pueden funcionar bien para esquinas y superficies planas, mientras que los medios cónicos o piramidales pueden alcanzar bordes diferentes. Las formas más redondeadas pueden reducir el riesgo de atasco en algunas piezas, pero es posible que no corten con la misma eficacia en áreas estrechas.
La máquina y el compuesto también afectan el resultado.
Los mismos medios pueden comportarse de manera diferente en diferentes máquinas. Un recipiente vibratorio estándar,
vibrador de bañera
,
Máquina de acabado de barriles
Los sistemas de acabado centrífugo o de otro tipo pueden crear diferentes patrones de contacto entre las piezas y el medio.
Compuestos de acabado
También son importantes. Ayudan a limpiar la superficie, controlar la espuma, mejorar la lubricación, suspender las partículas eliminadas y estabilizar el proceso de acabado. Si la concentración del compuesto o el flujo de agua son incorrectos, incluso el medio adecuado puede producir resultados inestables.
Errores comunes en la selección de personal
Elegir medios cerámicos únicamente porque cortan más rápido, incluso cuando la pieza es blanda o se daña fácilmente.
Elegir medios plásticos para rebabas gruesas que en realidad requieren una acción de corte más fuerte.
Ignorar agujeros, ranuras, roscas y cavidades internas antes de elegir el tamaño del soporte.
Utilizar un único tipo de soporte para cada material y cada forma de pieza.
Juzgar el proceso únicamente por la apariencia superficial sin comprobar el tiempo de ciclo, el alojamiento, la separación y el retrabajo manual.
Método de prueba recomendado
Para una pieza nueva, las pruebas de muestra deben comparar al menos dos o tres opciones de medios abrasivos. La prueba debe medir la eliminación de rebabas, el estado de los bordes, la uniformidad de la superficie, los daños en la pieza, la obstrucción del medio abrasivo, la eficiencia de separación y el tiempo total del ciclo.
Un rango inicial típico puede incluir diferentes materiales, formas y tamaños. Los ajustes finales deben probarse con piezas de muestra, ya que pequeños cambios en la geometría de la pieza pueden alterar por completo el resultado.
Soluciones relacionadas
Si estás comparando equipos para un proyecto de producción real, estas páginas pueden ayudarte a revisar el equipo y los consumibles:
Medios cerámicos
Medios plásticos
Medios de molienda
Máquina de acabado vibratorio
Aplicaciones de acabado
¿Necesitas ayuda para elegir el material de pulido?
Envíenos el material, el tamaño, el estado de las rebabas, el acabado superficial actual, el acabado deseado y la cantidad de producción de su pieza. JINTAIJIN le ayudará a recomendarle los medios cerámicos y plásticos más adecuados, los compuestos necesarios y un proceso de prueba de muestra para sus piezas.
Póngase en contacto con nuestro equipo de acabado para obtener ayuda con la selección de medios.










 Compatible con red IPv6
Compatible con red IPv6 









 +86-592-2381506
+86-592-2381506 