









Cómo terminar piezas de instrumentos médicos sin rayones, residuos ni bordes redondeados
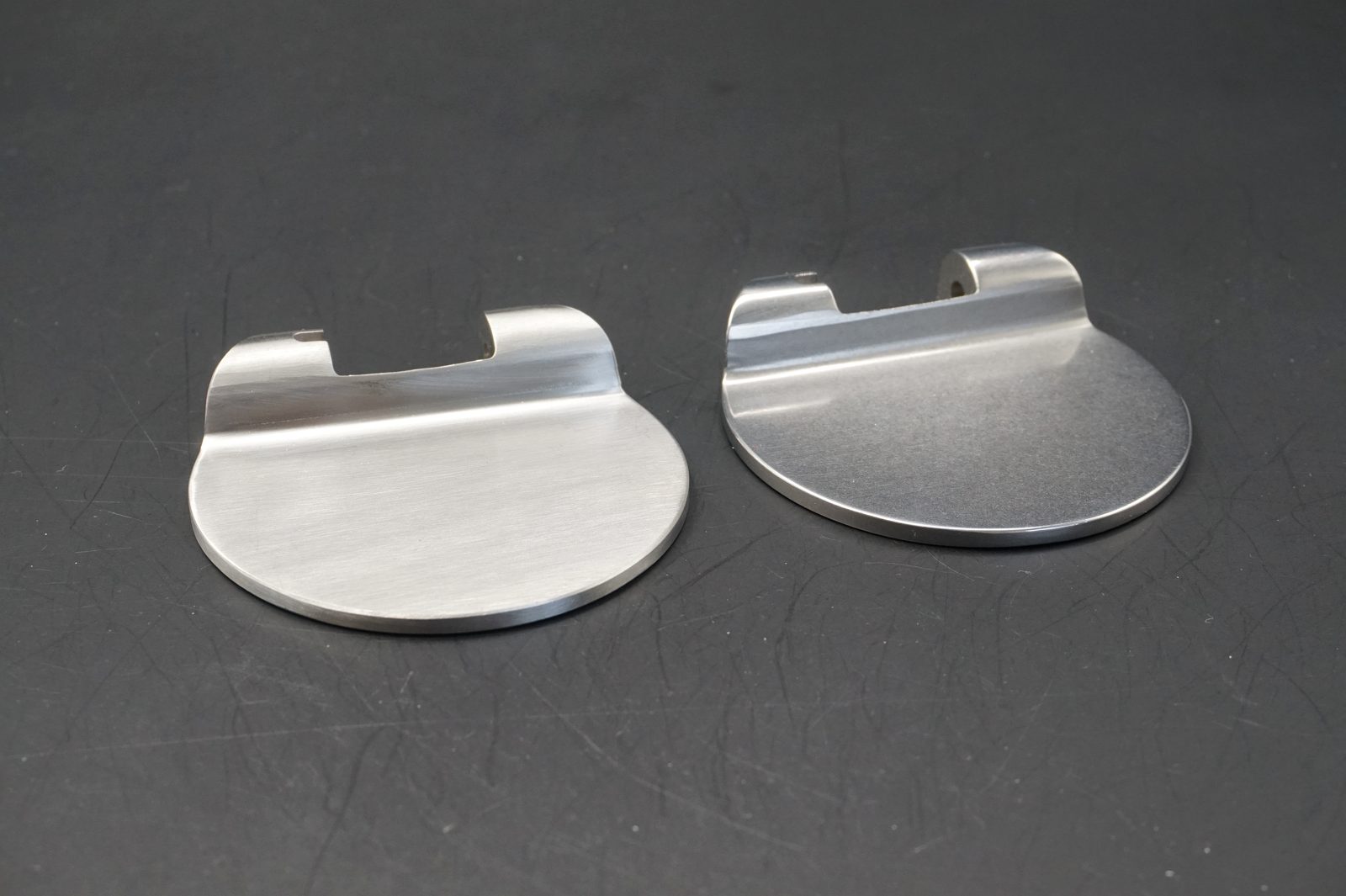
Las piezas de instrumentos médicos y los componentes metálicos de precisión suelen tener requisitos de superficie estrictos. La pieza debe estar limpia, lisa y uniforme, pero los bordes críticos, orificios, zonas de bisagra y superficies de contacto no pueden estar excesivamente redondeados ni dañados. Un proceso de acabado que funciona para herrajes generales puede generar rayones, residuos, textura irregular o pérdida excesiva de aristas en estas piezas.
Este artículo explica cómo diagnosticar defectos comunes de acabado en piezas de instrumentos médicos y cómo construir un proceso más controlado de desbarbado, alisado y pulido para componentes de precisión.
Por qué las piezas de instrumentos médicos son fáciles de dañar durante el acabado
Muchas piezas de instrumentos médicos están hechas de acero inoxidable u otras aleaciones resistentes a la corrosión. Estos materiales pueden ser resistentes, pero la geometría de la pieza suele ser delgada, curva o mecanizada con precisión. Pequeños cambios en los bordes o superficies pueden afectar el ensamblaje, la apariencia o los resultados de inspección.
El principal desafío es el equilibrio. El proceso debe eliminar rebabas, suavizar marcas de mecanizado y mejorar la superficie sin crear nuevos defectos. Si el medio es demasiado agresivo, los bordes se redondean. Si el proceso es demasiado suave, permanecen las rebabas y las marcas de herramienta.
Diagnosticar el defecto antes de cambiar el proceso
No trate todos los problemas de superficie como un problema de pulido. Los rayones, superficies opacas, residuos y bordes redondeados tienen diferentes causas. La tabla siguiente ayuda a separar el problema antes de elegir el medio o cambiar el tiempo de ciclo.
| Defecto | Causa probable | Qué verificar | Ajuste recomendado |
|---|---|---|---|
| Quedan rayones finos después del acabado | El medio es demasiado grueso o las marcas de herramienta previas son demasiado profundas | Rugosidad inicial, grado del medio, secuencia del proceso | Añadir una etapa de alisado controlado antes del pulido final |
| Los bordes están demasiado redondeados | Tiempo de ciclo demasiado largo o acción de corte demasiado fuerte | Radio de borde, tipo de medio, tiempo de procesamiento | Reducir el tiempo de corte y probar medios más suaves |
| Quedan residuos o una película gris | Agua sucia, compuesto incorrecto, finos metálicos | Claridad del agua, concentración del compuesto, limpieza del medio | Mejorar el enjuague y usar un compuesto de acabado adecuado |
| Los orificios o zonas de bisagra aún tienen rebabas | El medio no puede alcanzar las características críticas | Tamaño del orificio, ancho de ranura, forma del medio | Probar la forma y el tamaño del medio frente a la geometría real |
| La superficie difiere de una pieza a otra | La carga del lote es demasiado alta o las piezas se protegen entre sí | Relación pieza-medio, anidamiento, densidad de carga | Reducir la carga y mejorar el soporte del medio alrededor de las piezas |
Elegir el medio para la característica crítica
La selección del medio debe comenzar por el área más sensible de la pieza. Para componentes de instrumentos médicos, esto puede ser un borde delgado, una ranura de bisagra, una superficie de contacto, un orificio o una cara curva. Si el medio no puede alcanzar esa área, permanecen las rebabas. Si el medio es demasiado agresivo, la característica puede perder definición.
Medios cerámicos pueden ser útiles para un corte y alisado controlados, pero deben seleccionarse cuidadosamente para piezas de precisión. Para superficies más delicadas, medios plásticos o una etapa de acabado más fina puede reducir las marcas de impacto y el sobrecorte.

Control de la carga de lote para evitar marcas entre piezas
Los rayones y abolladuras suelen provenir del contacto entre piezas, no solo del medio. Si las piezas son delgadas, curvas o tienen superficies visibles pulidas, un lote abarrotado puede generar más retrabajo del que ahorra.
A "máquina de acabado vibratorio" puede procesar muchas piezas de precisión de manera eficiente, pero la relación de carga debe probarse. Debe haber suficiente medio para separar y soportar las piezas durante el movimiento. Para componentes más largos o frágiles, una "vibrador de cuba" o un método de carga especial puede proporcionar un mejor control.
Uso de compuesto y enjuague para evitar residuos
Los residuos son un problema grave para las piezas de precisión porque pueden ocultarse en orificios, ranuras o zonas de bisagra. "Compuestos de acabado" ayudan a suspender finos metálicos, mejorar la limpieza, controlar la espuma y reducir las manchas. El compuesto debe coincidir con el material y la condición superficial requerida.
Si las piezas se ven aceptables cuando están húmedas pero muestran una película después del secado, verifique la calidad del enjuague, la limpieza del agua, la concentración del compuesto y la velocidad de secado. Para piezas de alta apariencia, el paso de limpieza y secado debe considerarse parte del proceso de acabado, no una ocurrencia tardía.
Cuando un proceso de dos etapas es más seguro
Las piezas de precisión suelen necesitar más de una etapa. Una etapa agresiva puede eliminar rebabas rápidamente, pero también puede redondear los bordes o dejar una superficie mate. Un proceso por etapas ofrece mejor control.
- Etapa 1: desbarbado ligero o alisado para eliminar bordes afilados y marcas de mecanizado.
- Etapa 2: acabado más fino o pulido para mejorar la textura y la apariencia.
- Limpieza final: enjuague y seque las piezas rápidamente para prevenir residuos, manchas de agua o contaminación atrapada.
- Inspección: revise agujeros, ranuras, bordes y superficies de contacto bajo iluminación constante.
Errores Comunes a Evitar
- Usar medios de corte fuertes para resolver cada problema de rebaba.
- Extender el tiempo del ciclo hasta que los bordes precisos se redondeen.
- Ignorar el contacto pieza con pieza en lotes saturados.
- Elegir medios sin revisar los agujeros, áreas de bisagra y ranuras.
- Omitir el control de enjuague y secado después del acabado húmedo.
- Juzgar solo la superficie visible mientras se pasa por alto el residuo en áreas ocultas.
Soluciones Relacionadas
Si está desarrollando un proceso de acabado estable para piezas de instrumentos médicos u otros componentes de precisión, estas páginas pueden ayudarle a comparar máquinas, medios y compuestos adecuados:
¿Necesita un Proceso de Acabado Controlado para Piezas de Precisión?
Envíenos el material de su pieza, fotos, plano, ubicaciones de rebaba, bordes críticos, requisito de superficie y cantidad de lote. JINTAIJIN puede ayudar a revisar si su proceso necesita medios diferentes, una ruta de acabado escalonada, limpieza mejorada o una configuración de máquina más controlada.
Contacte a nuestro equipo de acabado para soporte en el acabado de piezas de precisión
 +86-592-2381506
+86-592-2381506 




 Compatible con red IPv6
Compatible con red IPv6 